




絲印廠美標歐標絲印色差儀
在絲印行業中,顏色的一致性和準確性是確保產品質量和客戶滿意度的關鍵因素。為了滿足國內外市場對顏色管理..查看詳情>>



在裝修和制造行業中,油漆的應用非常廣泛。然而,由于各種原因,油漆的色差問題常常困擾著使用者。了解油漆色差的原因,以及如何準確檢測和控制色差,對于保證產品質量和客戶滿意度至關重要。本文將詳細探討油漆色差的原因及檢測標準。油漆上色后出現的色差的原因1.底材不平整,表面粗糙度不同,會對所施涂料吸收不均勻,....
在裝修和制造行業中,油漆的應用非常廣泛。然而,由于各種原因,油漆的色差問題常常困擾著使用者。了解油漆色差的原因,以及如何準確檢測和控制色差,對于保證產品質量和客戶滿意度至關重要。本文將詳細探討油漆色差的原因及檢測標準。

1.底材不平整,表面粗糙度不同,會對所施涂料吸收不均勻,造成局部色差。
2.施工中稀釋過度,造成涂膜不均勻,產生色差。
3.大面積施工完畢后,小面積修補,形成局部色差。
4.腳手架遮擋部位在重新噴或涂刷涂料時,涂布量及涂料色調可能與大面積不同,會造成目視色差。
5.底材堿性過大,會造成局部色差。
6.施工中工具質量差,會造成涂刷不均勻,厚薄不均勻,有目視色差。
7.局部修補,使拉毛的花紋大小,方向不均勻,產生陰陽面,造成視覺色差。
8.腳手架拆除后的局部修補,與整體墻面的花紋、大小、方向都不同,造成色差。
9.施工中稀釋過度,且兩墻面稀釋度不同,會造成明顯色差。
10.涂刷一階段后局部重涂,前后產品兩批次,會造成色差。
11.在墻面上重涂同一批號的產品,原墻面因日光等自然環境的影響會與新涂處產生色差。
12.不同批次的同一產品施工,即使出廠時的色差控制在范圍內,也會因底材的處理不佳,墻面的不平整等而產生色差。
13.由于噴涂噴嘴時間較長,造成噴嘴走花,噴出不均勻,使墻面出現發花、色差。
14.底漆稀釋過多及底材吸收率不同,造成面漆吸收不均勻,形成色差。
油漆色差標準是指在涂裝過程中出現的顏色差異。一般來說,油漆色差標準包括以下幾個方面:
1.色差度:色差度是衡量兩個顏色之間差異大小的量度,通常使用國際標準色差計(Lab值)來測量。色差度的數值越大,顏色的差異越明顯。
2.顏色均勻性:油漆的顏色應該在整個涂裝表面上均勻分布,沒有出現明顯的色斑和色差。
3.光澤度:油漆表面的光澤度應該是均勻一致的,沒有出現明顯的光澤差異。
4.金屬漆瑕疵:金屬漆的色差標準還會考慮到金屬漆的瑕疵,比如顏色的明暗變化、金屬顆粒的均勻性等。
在實際的涂裝過程中,油漆色差標準一般由相關的行業標準或者合同協議來規定,以確保涂裝結果符合預期的要求。不同的行業和應用領域可能會有不同的油漆色差標準。
GB7974:紙及紙板白度測定法(d/o)。
GB7975:紙及紙板顏色測定法(d/o)。
ISO 2470:紙和紙板藍光漫反射因數
測定方法(ISO白度)。GB3979:物體色的測量方法。
GB8940.2:紙漿白度測定法。GB2913:塑料白度試驗方法。
6.GB1840:工業薯類淀粉測定方法。
7.GB 13025:制鹽工業通用試驗方法,白度的測定。
8.紡織行業標準:化學纖維用漿白度測定方法。
9.GBT/5950:建筑材料與非金屬礦產品白度測量方法。
10.GB8425:紡織品白度的儀器評定方法。
11.QB/T1503-1992:日用陶瓷白度測定方法。
12.GB 9338:熒光增白劑的白度測定方法。
13.GB 9984.1:工業三聚磷酸鈉白度的測定。
14.GB13176.1:洗衣粉白度的測定。
15.GB/T 13835.7:兔毛纖維白度試驗方法。
16.GB4739:日用陶瓷顏料色度測定方法。
17.GB6689:染料色差的測定,儀器法。
18.GB8424:紡織品顏色和色差的測定方法。
19.GB 11186.1:涂膜顏色的測量方法。
20.GB11942:彩色建筑材料色度測量方法。
21.GB13531.2:化妝品色澤三刺激值和色差△E*的測定。
22.GB1543:紙的不透明度測定法。
23.ISO2471:紙和紙板不透明度測定法。
24.GB10339:紙及紙漿的光散射系數和光吸收系數測定法。
25.GB12911:紙和紙板油墨吸收性測定法。
26.GB 2409:塑料黃色指數試驗方法。
1. 目視檢測法:目視檢測是最基本的色差檢測方法。通過肉眼觀察,比較兩個樣品之間的顏色差異。這種方法簡單易行,但主觀性強,容易受到觀察者的個體差異影響。
2. 色卡比對法:使用標準色卡進行比對,可以更精確地評估色差。這種方法比目視檢測更客觀,但仍受色卡精度和觀察者的影響。
3. 色差儀檢測法:色差儀是一種專門用于測量色差的設備。它可以量化色差值,提供更準確、客觀的檢測結果。色差儀通過測量樣品的三刺激值來計算色差,常用的色差標準包括CIE ΔEab、CIE ΔE00等。
4. 行業標準:為了規范和統一色差檢測,各行業制定了一系列標準。例如,ISO 7724-1:2017、ASTM D1003-18等。這些標準規定了色差的測量方法、儀器精度和誤差范圍等要求,為檢測提供了指導和依據。
一般的油漆色差值是控制在0.3-0.5%(一般色卡的生產商的色差值也就控制在0.5%)。
沒有完全一樣的顏色。每一批次的油漆出來,都會存在不同的色差,涉及到取值的不同,但范圍相同。
油漆色差儀又稱油漆色差檢測儀。其原理根據CIE色空間的Lab,Lch原理,測量顯示出油漆樣品與被測品的色差△E以及 △Lab值。按體積可分為臺式和便攜式。主要用于油漆噴涂工藝中油漆調色、顏色管理和成品工件色差檢測。
照明方式 | D/8,包含鏡面反射光(SCI)? |
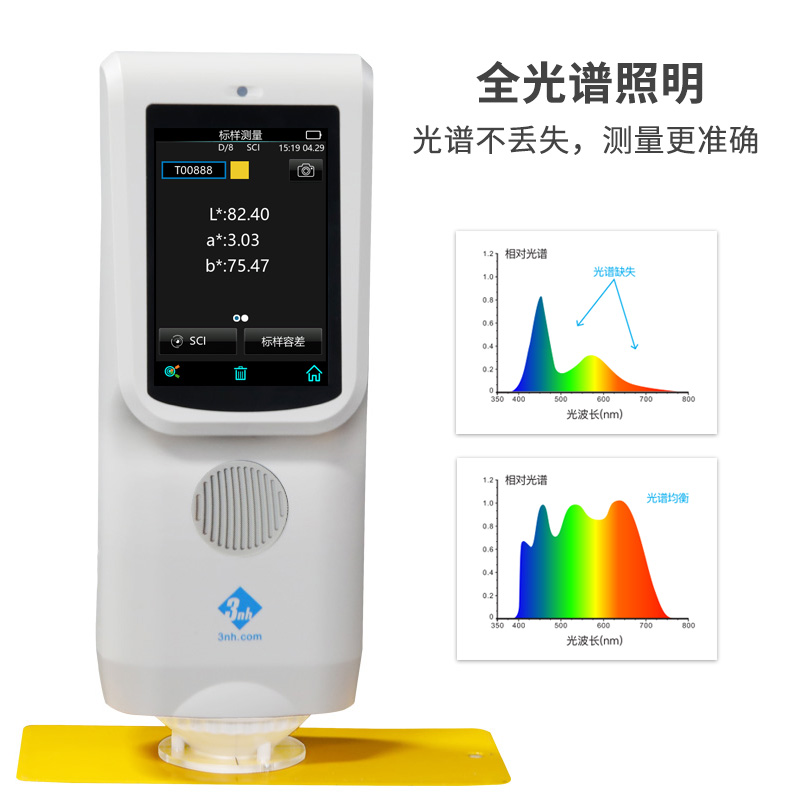
照明光源 | 全光譜LED光源 |
測量口徑 | 8mm |
測量條件 | 光源D65,視場10°? |
測量時間 | 約1s |
顏色空間 | CIE Lab、Luv、LCh、Yxy、CMYK、s-RGB、Hex?[1] |
色差公式 | ΔE*ab、ΔE*uv、ΔE*94、ΔE*cmc(2:1)、ΔE*cmc(1:1)、ΔE*00 |
重復性 | 標準偏差ΔE*ab,0.03以內 (測量條件:預熱校正后,以間隔3s測量白板30次平均值) |
電池電量 | 可充電鋰電池3.7V@700mAh,滿電狀態下可連續測量10000次 |
尺寸 | 57X57X89.4mm |
重量 | 約126g |
顯示屏 | 0.96寸OLED |
充電接口 | USB(Type-c) |
數據傳輸 | 藍牙 |
操作溫度范圍 | 0~45℃,0~85%RH(無凝露) |
存儲溫度范圍 | -25~55℃,0~85%RH(無凝露) |
上一頁 : 分光色差計印表機CR10Plus:解決色差困擾,讓測量更簡單
下一頁 : 油漆色差值怎么測?油漆色差檢測標準

添加微信咨詢
 地址: 廣州市增城區荔湖街道新城大道400號低碳總部園B33棟6、7、8層
地址: 廣州市增城區荔湖街道新城大道400號低碳總部園B33棟6、7、8層
 電話:020-82880288
電話:020-82880288
手機:18924229947
Copyright ? 2024 廣州保來發儀器有限公司 版權所有 粵ICP備2022072934號


