




汽車補漆應該如何解決色差問題
在日常生活中,汽車作為人們出行的必備工具,其外觀的維護顯得尤為重要。在駕駛過程中,汽車漆面難免會因刮..查看詳情>>



隨著工業品生產的日益高科技化,對色差的控制要求也越來越高。目前,常用的工業品色差檢測方法有三種:視覺檢測法、計算機測色法和手工排版法。工業品色差的檢測原理色差的檢測原理影響色差的因素有很多,主要有材料本身的特性、工藝參數、印刷過程及條件、印刷機性能等。通過對上述因素的分析,可以大體歸納出以下幾個原理....
隨著工業品生產的日益高科技化,對色差的控制要求也越來越高。目前,常用的工業品色差檢測方法有三種:視覺檢測法、計算機測色法和手工排版法。

色差的檢測原理
影響色差的因素有很多,主要有材料本身的特性、工藝參數、印刷過程及條件、印刷機性能等。通過對上述因素的分析,可以大體歸納出以下幾個原理。
1、材料本身的特性
各種材料具有不同的反射特性和透射特性。材料的透射特性決定了它在光照下傳遞能量的能力,而材料的反射特性決定了其在陽光照射下反射能力。因此,不同材料在相同光照條件下會顯得不同。此外,材料本身還具有一定的色度,即使在相同光照條件下,也會因其色度不同而顯得不同。例如,PVC在日光下呈黃色,而樹脂在日光下呈白色。由此可見,不同材料會因其特性而顯得不一樣。
2、工藝參數
印刷過程中,工藝參數對印品的外觀影響很大。例如印刷速度、印刷壓力、干擾電壓、干擾頻率都會對印品的外觀產生影響。影響因素太多,難以一一列出。但是通過對印刷過程中常用工藝參數的分析,可以大體歸納出以下幾個原理。
3、 印刷機性能
印刷機是將平版印刷圖像或者字體雕版化成感光膠片或者直接化成感光承印板的裝備。它具有一定的分辯能力和密度能力。
工業品色差檢測的方法
工業品色差檢測的方法有很多種,常用的有三種:分光光度法、色差儀法和目測法。
分光光度法是通過測量樣品發射或吸收的光的強度來判斷顏色的方法。色差儀法是通過測量樣品反射的光的強度來判斷顏色的方法。目測法是用人眼直接觀察樣品顏色來判斷。
三種方法各有優劣之處。分光光度法準確度高,但是儀器比較昂貴;色差儀法容易使用,準確度也不錯,一般價位也不高;目測法準確度低,但是價格便宜。
選擇合適的方法要根據具體情況而定。如果要求準確度很高,則一定要使用分光光度法;如果只是想要大概了解樣品的顏色,可使用色差儀或者目測法。
工業品色差檢測的應用
在工業生產過程中,對質量要求很高的產品,如果出現色差,將直接影響生產效率和產品質量。因此,對工業品的色差進行檢測是十分必要的。
目前,常用的方法有很多種。例如,可以采用人眼觀察法、三合一測量儀、分光光度儀進行檢測。其中,分光光度儀是最為準確的檢測方法。它能夠準確反映物體真實顏色,而人眼觀察法和三合一測量儀都存在誤差。
分光光度儀使用5個或7個獨立光柵來分別感應不同波長的光,通過對不同波長的光強度進行相加,就可以得到物體真實的顏色值。因此,使用分光光度儀來進行工業品的色差檢測是最準確、可靠的方法之一。
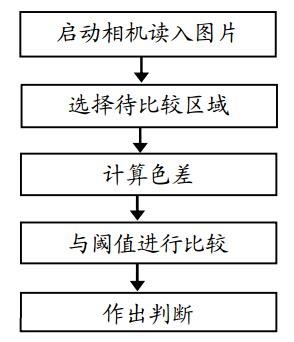
工業生產商為了消除人眼在產品顏色檢測上的主觀差異,采用機器視覺測試的方法來進行色差的比對和分析。通常工業機械視覺檢測都是采用色差儀與標準色板圖像以及色彩管理分析軟件結合操作,通過色差檢測儀器(色差儀)對產品的顏色進行測量同時將測量的色彩數據結果傳遞給計算機,通過計算機中的色彩管理和分析軟件對圖像信息進行色差計算,最后比較色差與用戶設置的閾值(容差范圍)來判斷產品是否合格。
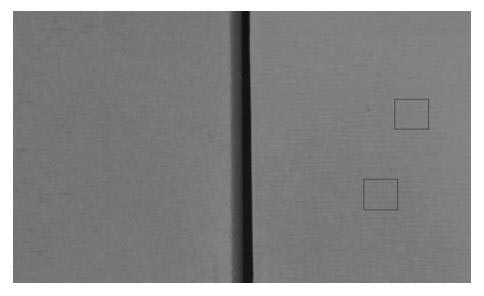
L | a | b | △E | |
區域A | 80.5896 | 31.2141 | -77.2497 | 0.1735 |
區域B | 80.8322 | 31.2243 | -77.4147 |
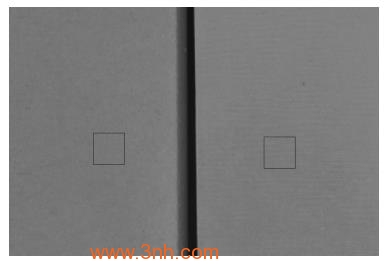
L | a | b | △E | |
色板 | 80.8322 | 31.2243 | -77.4147 | |
產品1 | 80.3680 | 30.7475 | -76.6378 | 0.3858 |
產品2 | 80.1217 | 30.4947 | -76.2562 | 0.5907 |
產品3 | 79.9905 | 30.3907 | -76.1029 | 0.6924 |
產品4 | 79.7305 | 30.2753 | -75.8137 | 0.8765 |
產品5 | 79.6741 | 30.2621 | -75.5831 | 0.9014 |
產品6 | 79.5061 | 30.1159 | -75.5831 | 1.0476 |
產品7 | 79.1457 | 29.9397 | -75.2306 | 1.3096 |
產品8 | 78.6246 | 29.7375 | -74.8079 | 1.6820 |
產品9 | 78.3159 | 29.6804 | -74.6117 | 1.8952 |
上一頁 : 色差儀顏色測量:孟塞爾顏色系統表示法
下一頁 : 國際標準色卡對照表

添加微信咨詢
 地址: 廣州市增城區荔湖街道新城大道400號低碳總部園B33棟6、7、8層
地址: 廣州市增城區荔湖街道新城大道400號低碳總部園B33棟6、7、8層
 電話:020-82880288
電話:020-82880288
手機:18924229947
Copyright ? 2024 廣州保來發儀器有限公司 版權所有 粵ICP備2022072934號


